OneCNCXR8 versione 63.08
OneCNCXR8 Versione versione 63.06.0
Entusiasmante nuova versione di OneCNCXR8
Gli utenti OneCNC hanno richiesto questa funzione e ora siamo lieti di fornirla.
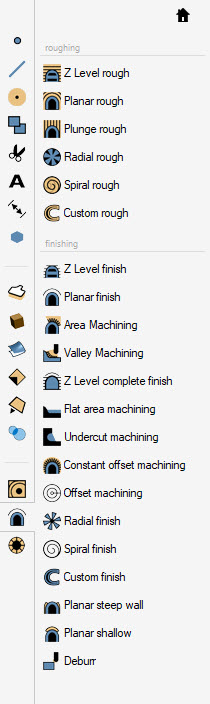
Questa versione è una versione principale perché include il rilascio delle nuove funzioni di sbavatura di lavorazione. Queste nuove funzioni sono disponibili nelle versioni del mulino OneCNCXR8 Mill Expert. OneCNCXR8 versione per esperti la funzione di sbavatura è nei percorsi utensile del modello
Per gli utenti che hanno la funzione 5 assi 3 + 2 aggiunta a OneCNCXR8 Mill Expert, è disponibile una nuova funzione Sbavatura a 5 assi inclusa nei percorsi utensile del modello a 5 assi.
Panoramica sulla sbavatura
La sbavatura è un metodo ad alta velocità di programmazione e sbavatura con macchina CNC di componenti modellati.
La sbavatura non deve essere confusa con una funzione di smussatura perché lo smusso è un metodo diverso che utilizza strumenti diversi.
La sbavatura è progettata come una "funzione di sbavatura" automatizzata che utilizza specificamente un "mulino a sfere" e non utilizza un utensile di tipo smussatura o strumenti conici.
La funzione di sbavatura richiede un "modello singolo valido" e non esegue la sbavatura di "superfici o geometria" in stile o parti STL perché un modello deve avere bordi 3D precisi per creare gli offset 3D speciali richiesti.
Il modello deve essere un modello valido per una singola regione. La sbavatura OneCNC può essere utilizzata su più modelli ma i modelli non devono essere a contatto e devono essere separati con una distanza di lavorazione utensile sufficiente tra i modelli o controllati dal confine.
Il modello non deve essere modellato con la distanza “Sbavatura” già modellata sul modello perché i famosi modellisti che abbiamo testato non sono facilmente in grado di modellare correttamente un bordo di sbavatura.
I modelli che non sono singoli modelli validi utilizzano altre funzioni di lavorazione OneCNC per elaborare tali modelli.
OneCNC utilizza la tecnologia planare spaziale 3D per mantenere correttamente l'offset 3D corretto per eseguire la sbavatura costante utilizzando un mulino a palle.
Il video Deburr https://youtu.be/2bIhFDMZGpg mostra esempi di capacità di offset spaziale 3D attorno a bordi 3D rastremati e radiali, nonché fori e bordi ciechi.
L'installazione di OneCNC include 2 modelli di esempio nella directory dei campioni OneCNCXR8 uno per la sbavatura a 3 assi e uno per la sbavatura a 5 assi che sono stati lavorati nelle nostre routine di test e includono bordi offset 3D difficili noti. In questi campioni è possibile vedere cosa è necessario nell'offset spaziale 3D per eseguire automaticamente la sbavatura con precisione.
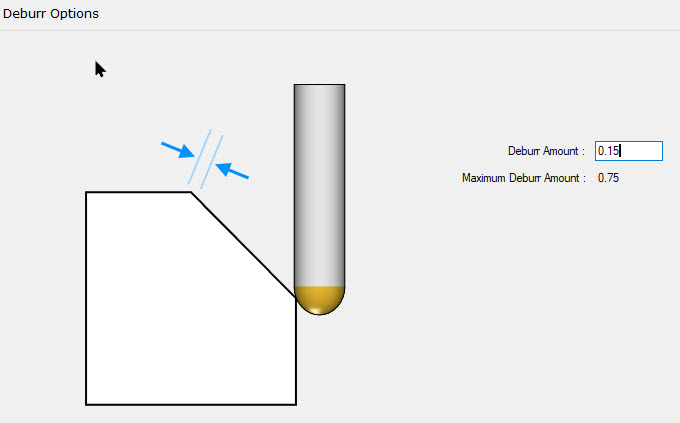
Questo grafico mostra un tipico bordo difficile da sbavare.

Poiché la sbavatura generalmente richiede solo una sbavatura di 0,15 mm (0,006 pollici), deve essere precisa per funzionare correttamente perché è facilmente visibile se non è corretta.
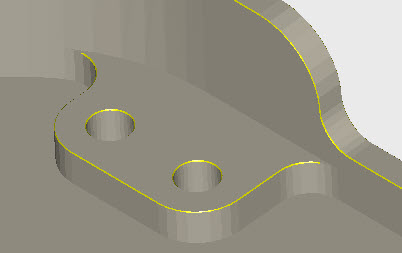
Ad esempio, sbavando un foro su una parete rastremata, l'offset spaziale 3D modifica all'infinito l'offset lungo tutto il perimetro del foro.
Questo grafico mostra la sbavatura attorno al bordo di un foro angolato.

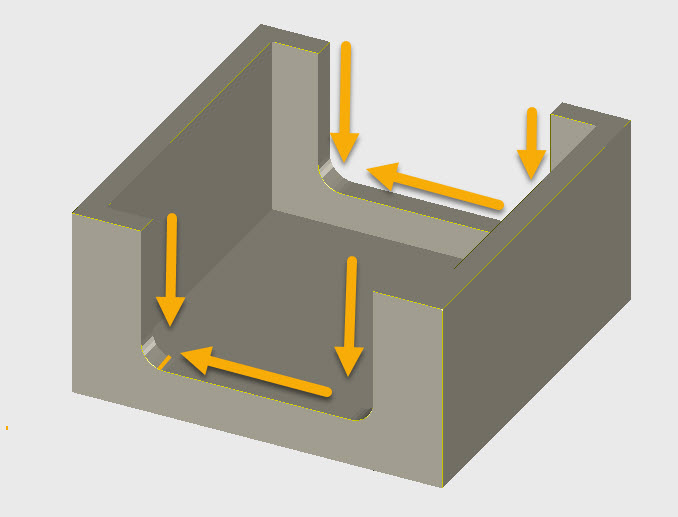
Durante la lavorazione, un controllo direzionale di sbavatura è prevalentemente il percorso più breve con logica di controllo sui bordi che contengono movimenti verticali per garantire che la sbavatura venga eseguita sempre nella direzione verso il basso per evitare la rottura dell'utensile che si verificherebbe durante i movimenti di salita sui bordi verticali. Per questo motivo i bordi vengono eseguiti in modo bidirezionale anziché in salita. Sono stati effettuati test pratici esaustivi per garantire i migliori metodi bidirezionali e per le dimensioni dell'utensile rispetto alla distanza di sbavatura utilizzando un'elevata velocità del mandrino.
Impostazioni di sbavatura
Le impostazioni di sbavatura sono state automatizzate e semplificate e tutto ciò che serve è la dimensione dell'utensile e la distanza di sbavatura. La distanza tra sbavatura e estremità cieche o borchie e altre parti del modello sono completamente automatizzate insieme alla tolleranza di finitura.
La distanza di impostazione della sbavatura più comune è 0,15 mm (0,006 pollici) utilizzando un mulino a sfere da 3 mm (0,125 pollici) o inferiore.
L'utensile di dimensioni inferiori è preferibile perché consente di sbavare più vicino alle estremità cieche.
La quantità di sbavatura è limitata allo 0,25% del diametro dell'utensile. Ciò è dovuto principalmente alla guida all'uso preferito della distanza di sbavatura per evitare che una dimensione eccessiva della sbavatura vanifichi lo scopo della sbavatura. L'uso di piccoli utensili e passaggi ad alta velocità richiede una distanza minima di sbavatura per evitare la rottura dell'utensile.
L'impostazione tipica della sbavatura utilizzando sarebbe simile a questa
I bordi di sbavatura possono essere selezionati individualmente semplicemente facendo clic con il cursore sul bordo o utilizzando uno dei metodi automatizzati di controllo della parte o del contorno.
C'è un'altra importante aggiunta a OneCNCXR8 in questa versione.
DWG / DXF
OneCNC ha sviluppato una nuova funzione di esportazione di importazione DXF e DWG per OneCNCXR8. Continuando il nostro continuo sviluppo per lo standard Industry 4.0.
OneCNCXR8 versione 63.08 è ora disponibile in OneCNC File Manager.
Aggiornamenti OneCNC
OneCNC XR9 Versione 74.83
Aprile 18 2024
OneCNCXP 5.23
Lug 31 2003
OneCNCXP 5.27
Set 05 2003